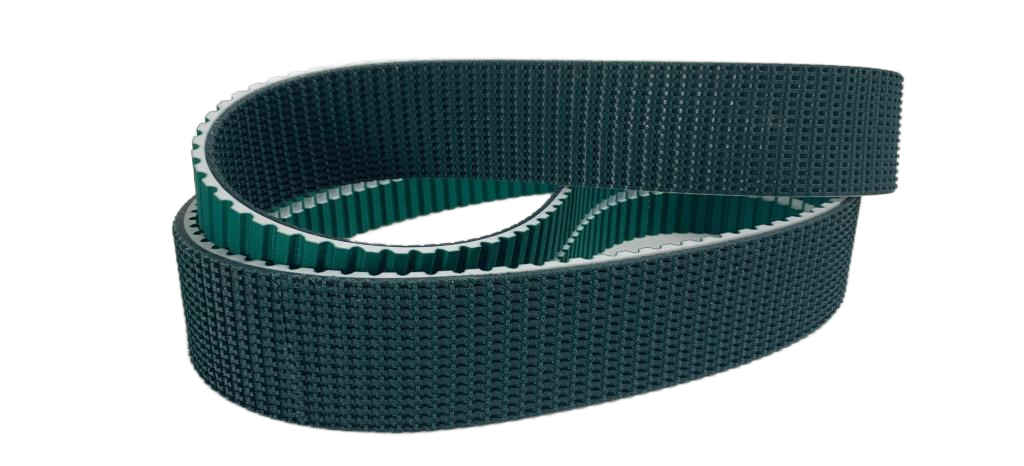
About Coated Belt
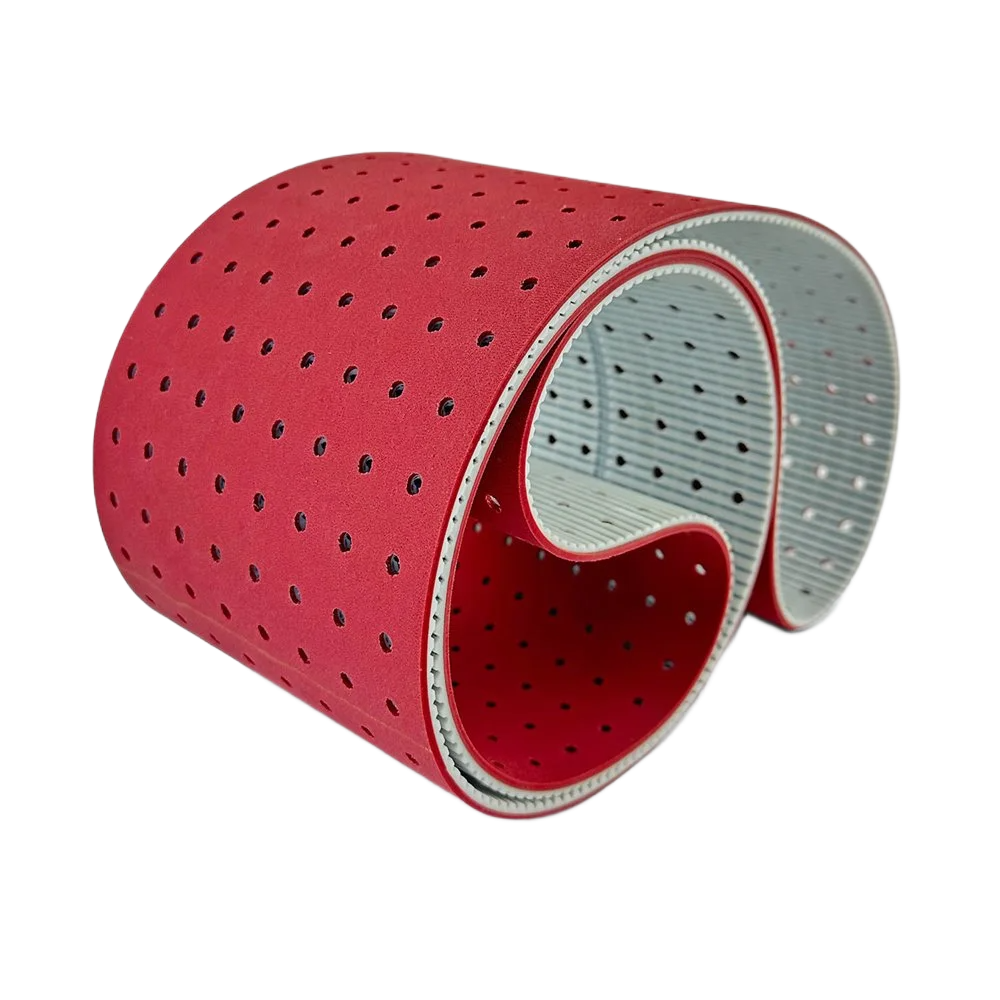
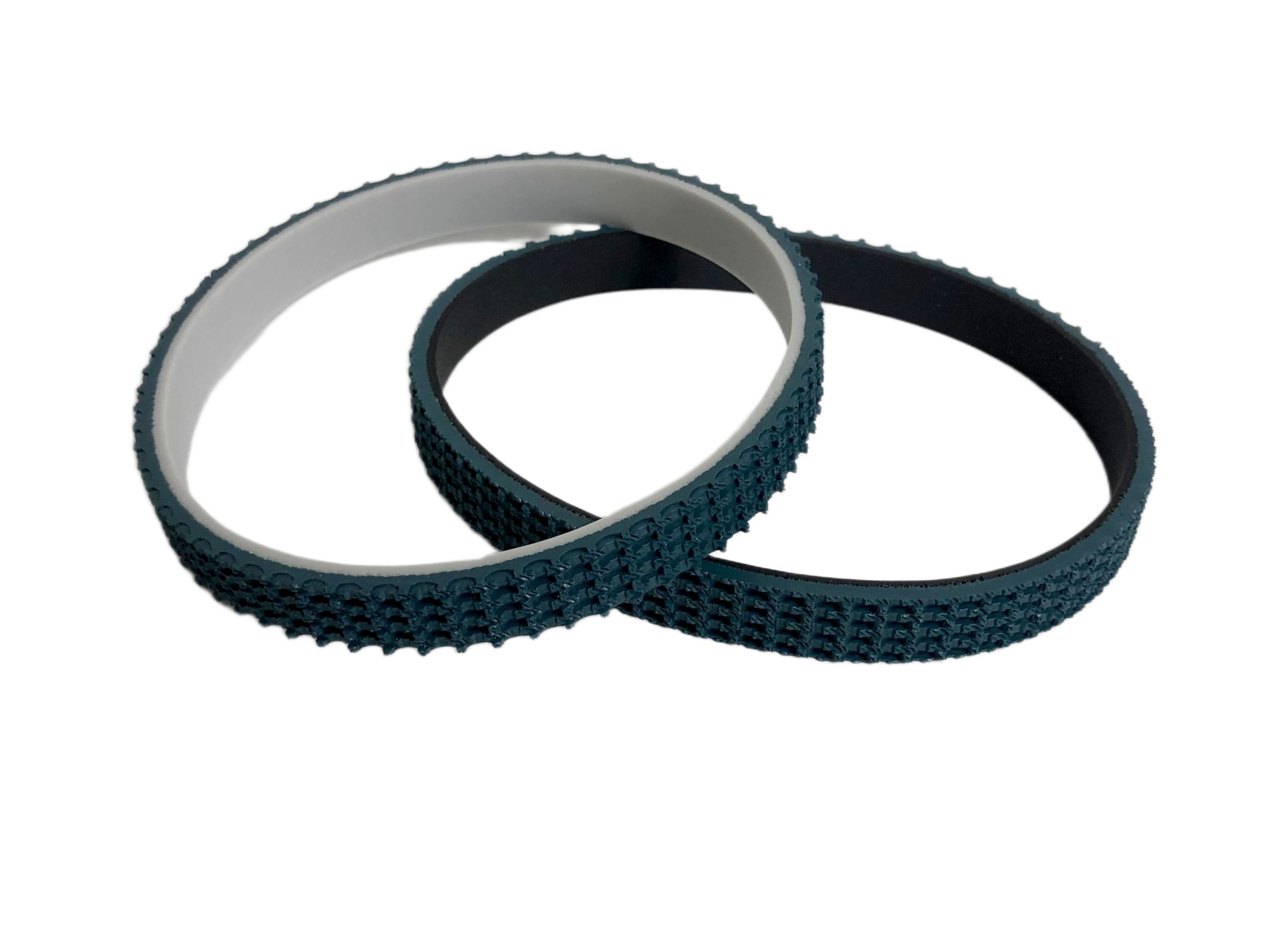
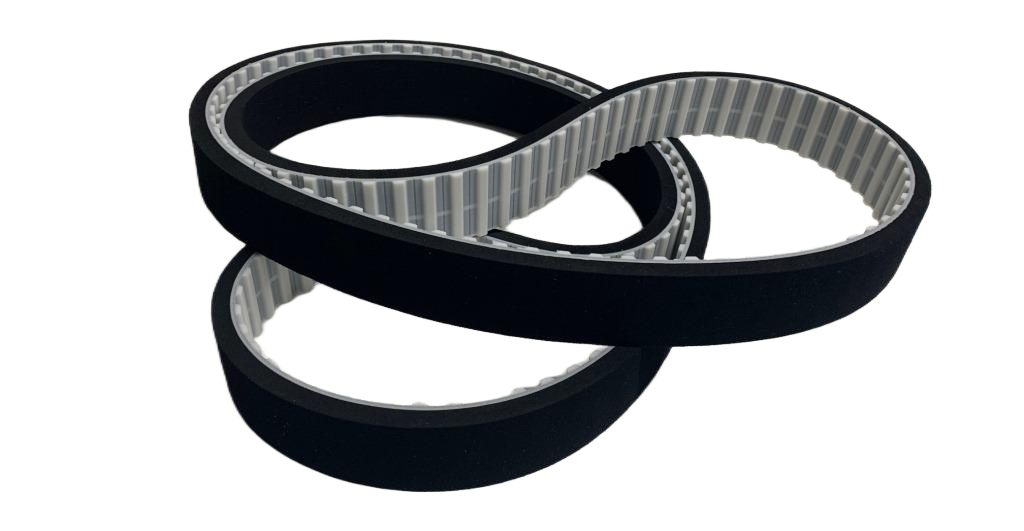
Industrial coated belts are specialized belts used in various industries to enhance durability, performance, and resistance to environmental factors. These belts are typically coated with materials like rubber, polyurethane (PU), PTFE (Teflon), or polyimide (PI) to provide additional properties such as non-stick surfaces, chemical resistance, and high-temperature tolerance.
Types of Coated Belts.
Rubber-Coated Belts :
Used in conveyor systems for better grip and wear resistance.
PU-Coated Belts :
Ideal for food processing and packaging due to their hygiene standards.
Teflon-Coated Belts :
Common in printing and baking industries for their non-stick properties.
Polyimide-Coated Belts :
Used in electronics and automotive applications for heat resistance.
Application
Coated belts are widely used across industries due to their enhanced durability, specialized functionality, and resistance to environmental factors. Here are some key applications:
Industrial Applications.
Food Processing :
Teflon-coated belts prevent sticking and ensure easy cleaning.
Printing Industry :
Provides smooth paper movement for high-quality prints.
Automotive Industry :
Used in engine components and transmission systems.
Electronics Manufacturing :
Helps in PCB production with precise dimensional stability.
Packaging & Logistics :
Ensures efficient material handling in conveyor systems.
Specialized Uses.
Heat Sealing & High-Temperature Applications :
Polyimide-coated belts withstand extreme temperatures.
Chemical Processing :
Coatings like neoprene and polyurethane resist industrial chemicals.
Robotics & Automation :
Integrated into robotic systems for precise movement.
Medical & Pharmaceutical Industry :
Maintains contamination-free transport of medicines.
Coated belts significantly improve performance, longevity, and efficiency in industrial operations.
Advantages
Coated belts offer several advantages across industries, enhancing durability, efficiency, and specialized functionality. Here are some key benefits:
Improved Wear Resistance :
Coatings like Teflon, polyurethane, and neoprene protect belts from abrasion, extending their lifespan.
Enhanced Grip & Friction Control :
Rubber-coated belts provide better traction, reducing slippage in high-friction applications.
Non-Stick Properties :
Teflon-coated belts prevent material adhesion, making them ideal for food processing and printing industries.
Chemical & Heat Resistance :
Polyimide-coated belts withstand high temperatures and exposure to industrial chemicals, ensuring reliability in demanding environments.
Noise Reduction :
Rubber coatings absorb vibrations, creating a quieter working environment, especially in conveyor systems.
Customization & Versatility :
Coated belts can be tailored for specific industrial needs, including anti-static properties, moisture resistance, and specialized surface textures.
Coated belts significantly improve performance, longevity, and efficiency in industrial operations.