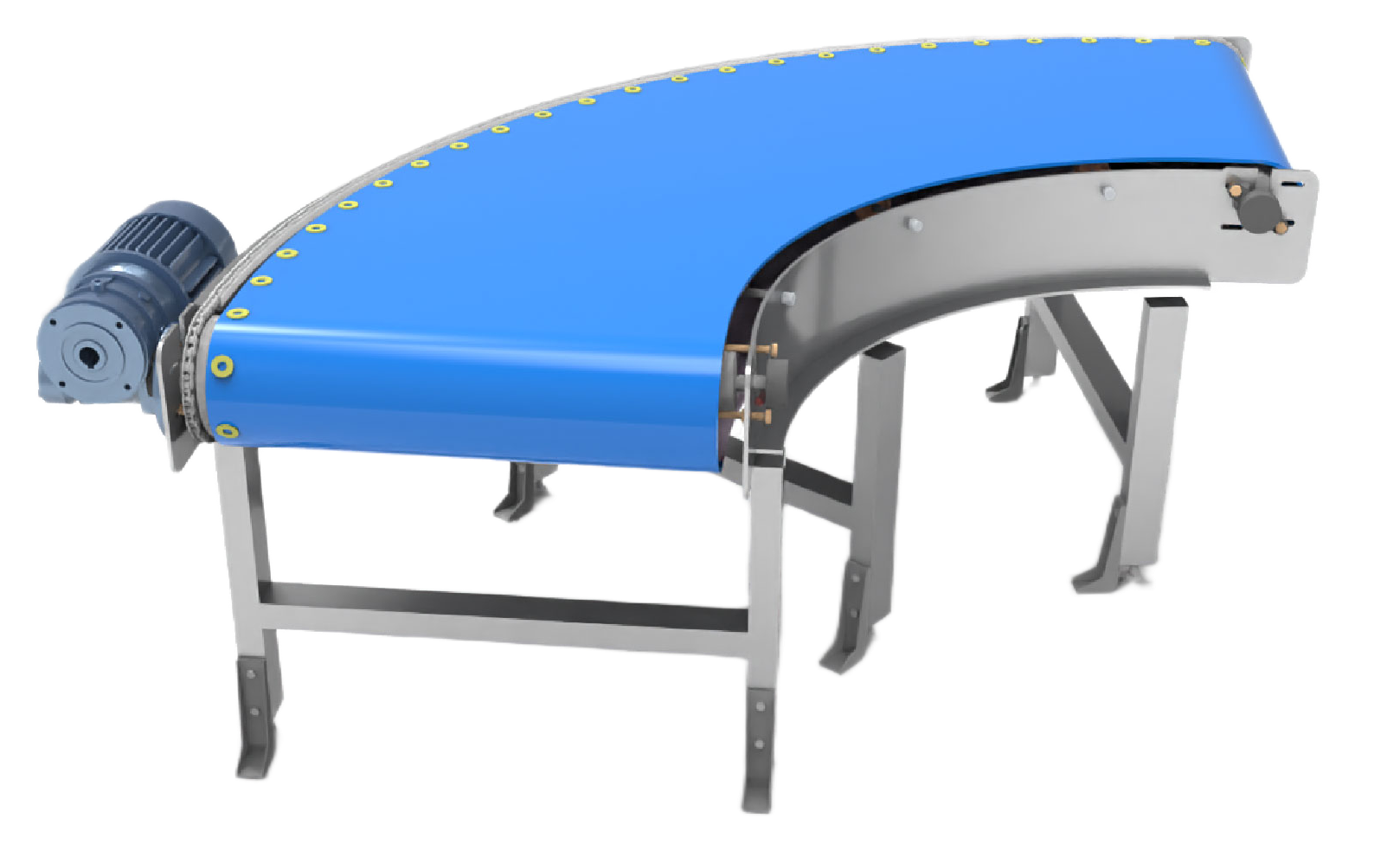
About Conveyor Belt
A conveyor belt is a continuous loop of material used to transport goods or materials efficiently across various industries. It consists of a belt, pulleys, and a drive system, allowing smooth movement of items.
Types of Conveyor Belts.
Flat Belt Conveyors :
Common in manufacturing and packaging industries.
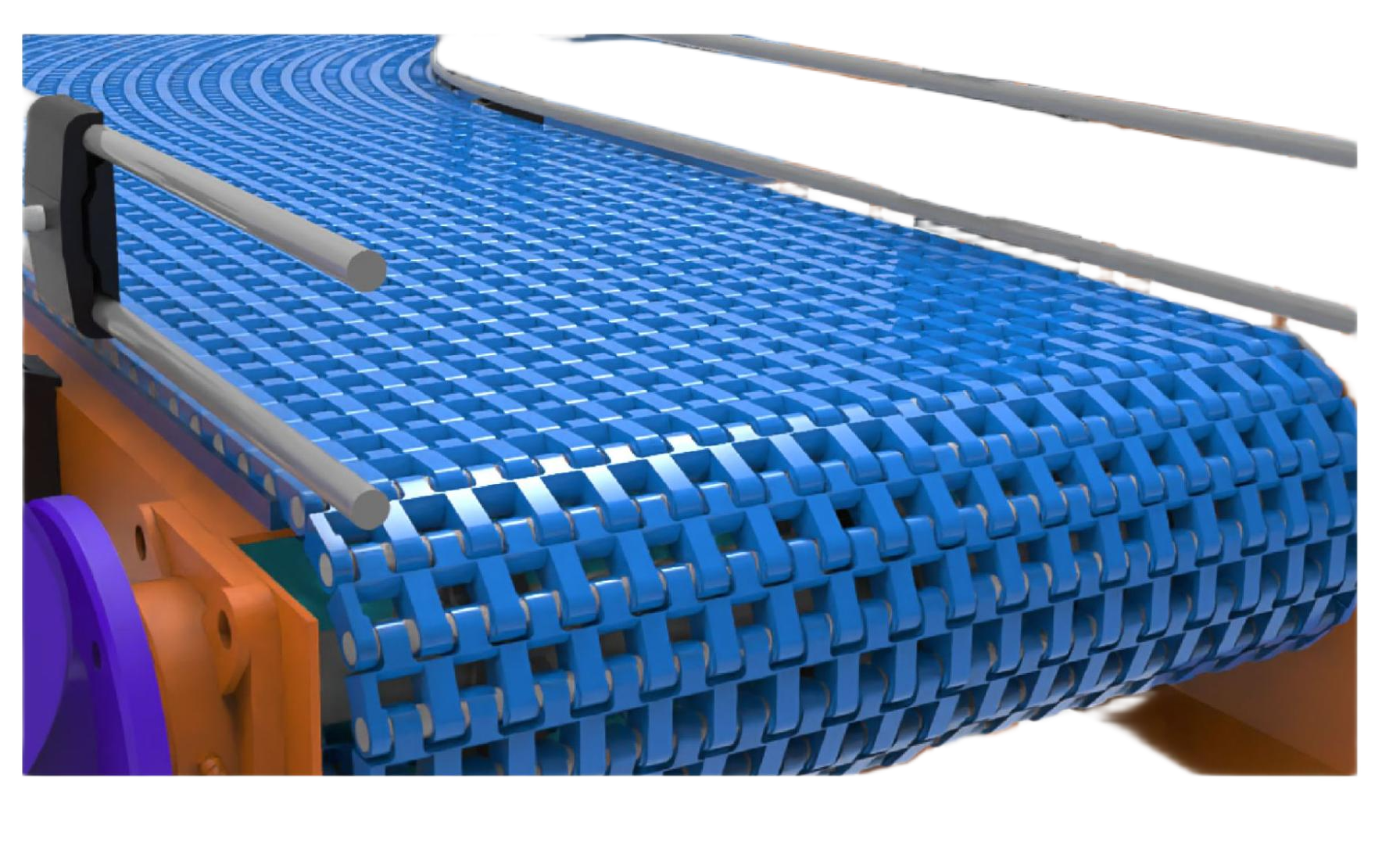
Modular Belt Conveyors :
Made of interlocking plastic pieces for durability.
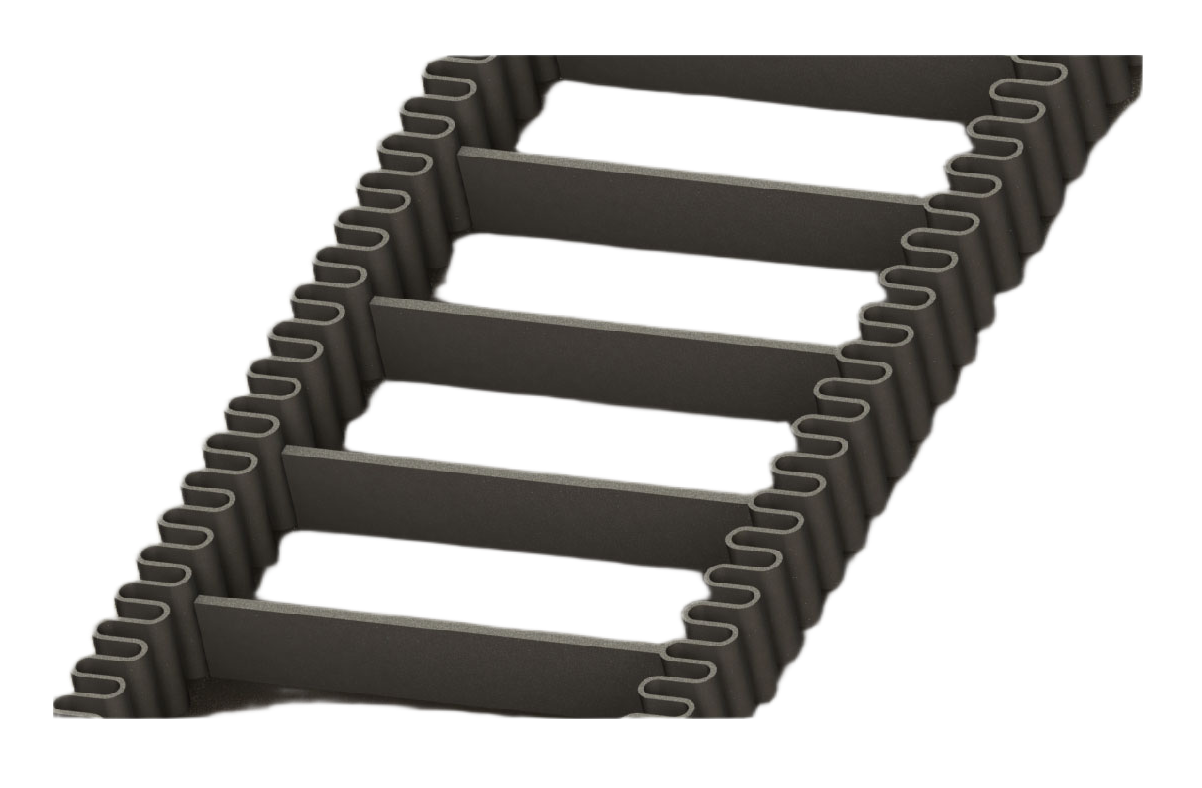
Cleated Belt Conveyors :
Used for transporting materials at an incline.
Steel Cord Belts :
Ideal for heavy-duty applications like mining.
Food-Grade Belts :
Designed for hygiene in food processing.
Conveyor belts enhance productivity by reducing manual labor and ensuring consistent material flow. You can explore more details on PDF or check out a comprehensive guide on different conveyor belt types and applications. Let us know if you need specifics on manufacturers or industry standards!
Application
Conveyor belts are widely used across industries for efficient material handling and automation. Here are some key applications:
Industrial Applications.
Manufacturing & Assembly Lines :
Automates movement of parts, improving efficiency.
Mining & Quarrying :
Transports bulk materials like coal, ore, and gravel.
Logistics & Warehousing :
Moves packages efficiently in distribution centers.
Food Processing :
Ensures hygiene and precision in handling food products.
Airport Baggage Handling :
Used in luggage transport systems.
Specialized Uses.
Pharmaceutical Industry :
Ensures contamination-free transport of medicines.
Printing Industry :
Helps maintain accurate paper movement in printing presses.
Automotive Industry :
Used in production lines for assembling vehicle components.
Robotics & Automation :
Integrated into robotic systems for precise movement.
Conveyor belts enhance productivity by reducing manual labor and ensuring consistent material flow.
Advantages
Conveyor belts offer several advantages across industries, making material handling more efficient and cost-effective. Here are some key benefits:
Increased Efficiency :
Conveyor belts automate material transport, reducing manual labor and speeding up operations.
Cost Savings :
By minimizing human intervention, businesses save on labor costs and improve productivity.
Versatility :
Different types of conveyor belts cater to various industries, including mining, food processing, and logistics.
Reduced Workplace Injuries :
Automated systems lower the risk of injuries associated with manual lifting and transportation.
Continuous Operation :
Unlike manual handling, conveyor belts can run continuously, ensuring a steady workflow.
Customization Options :
Conveyor systems can be tailored to specific needs, including incline, speed, and material type.
Space Optimization :
Overhead and compact conveyor systems help maximize available workspace.
Environmental Benefits :
Some conveyor systems use energy-efficient motors, reducing overall power consumption.